借用白度儀將調色原理應用到紙張白度的調節
從事造紙行業的朋友,尤其是制造白紙,都特別關系紙張的白度問題,假如白度不達標,將會直接被國家質檢部門認為不合格產品,那么紙張的白度應該怎么樣去控制呢?下面我們通過實驗講解一下如何將調色原理應用到紙張白度的調節中去,文中涉及到紙張白度數值均用白度儀進行測量。
用次氯酸鹽漂白后的紙漿尤其是麥草漿抄成的紙張總是帶有一點淡黃色或灰白色的色調,這是因為抄紙用的纖維中所含木素傾向于吸收波長4000~5000A的紫色或藍色光譜所致。纖維中殘留的木素量愈多,其顏色也就愈深。由色相圖可知,將三種原色中相鄰的兩原色相配,可得間色。兩種間色相配可得復色。相對色相還具有相互吸收所反射光譜的作用。因此在呈淡黃色和木素含量較少的漂白漿中,加入藍紫色或紅藍色染料,吸收波長為5000~6000A時的淡黃色或橙色光譜,即能起互補作用,使肉
眼觀察下反映出較高的白度。有一些紙廠在生產中,往往只加品藍進行調色,白度提高幅度很小。又添加了甲基紫和堿性玫瑰精等染料,經反復多次實驗達到了提高紙張白度的目的。
1 實驗部分
1·1 實驗原料
漂白麥草漿:取自臨清造紙廠;白度為76%;打漿度為38°SR。
松香膠:取自泰山造紙廠;固含量45%。
增白劑:熒光增白劑VBL。
填 料:325目滑石粉。
硫酸鋁:分析純。
測量紙張白度儀器:數顯白度儀。
染料液配制:染料用蒸餾水或去離子水分別配成濃度小于2%的水溶液。堿性染料可用70~80℃的熱水溶解,也可用約1%的稀醋酸溶液幫助溶解;直接染料及酸性染料溶解溫度為80~90℃,使用多種染料時用前再混合,然后稀釋加入漿中。液體染料最好現配現用,用時用濾布過濾,并且不宜存放時間太長。
1·2 實驗方法
在標準紙漿疏解器中按2%的濃度疏解紙漿,依次加入1·5‰的增白劑,液體染料,1%的松香膠和5%的硫酸鋁,各攪拌3 min,然后稀釋至0·5%,再加入15%的滑石粉。漿料配好后在紙樣抄取器上抄造定量約100 g/m2的紙樣,最后按國家標準測試紙樣白度。
2 結果與討論
2·1 幾種染料對紙張的增白效果
紫色是黃色的對色,又是紅色和藍色的間色,所以從理論上講在紙漿中加入紫色,紅+藍混合色以及紅+藍+紫混合色均能起到顯白和增白的效果,于是我們進行了實驗,結果見表1
和表2。

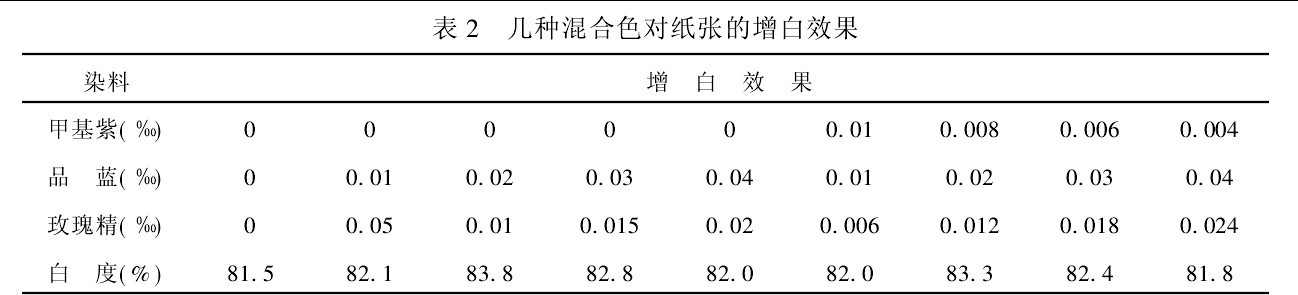
從表1和表2可以看出:除單獨使用品藍以外,其它幾種染料均能提高紙張白度。甲基紫和品藍+玫瑰精混合色效果最好,白度提高2·4%和2·3%;其次是甲基紫+品藍+玫瑰精混合色,白度提高1.8%。染料用量和配比對提高紙張白度是非常重要的,但也不是一成不變的。用量的多少隨原漿白度的高低和成紙定量的大小而稍有變化。原漿白度低、成紙定量小的用量多些,反之用量少些。圍繞染料用量、配比、種類及各方面的影響因素我們進行了細致的研究,表中所列為增白效果較好的幾組數據。結果表明,在紙漿中添加染料提高紙張白度是可行的,關鍵是要控制好調色條件。
2·2 紙漿白度對增白效果的影響
利用調色原理能否提高紙張白度,原漿白度是一個很重要的影響因素。如果紙漿白度太低,根本起不到增白效果。從表1和表2中我們選擇了兩組效果好的條件用不同白度的紙漿進行了對比實驗,結果見表3。

從表3可看出,紙漿白度在71%以下,加入染料后白度沒有發生變化,直到白度超過75%才有效,白度在80%以上效果更顯著。于是要想增白效果好,必須把紙漿白度漂到75%以上,然后加入一定量的增白劑,把紙漿白度提高到80%以上,再加染料,這樣可提高紙張白度2%~3%,且紙張表面色澤鮮艷,顯白也好。
2·3 漂白殘氯對增白效果的影響
影響增白效果的另一個重要因素是紙漿殘氯含量。殘氯對調色影響非常大,尤其對紅色影響比較大,能使紅色消失,原因可能是含有氨基堿性基團的玫瑰精被次氯酸鹽氧化,導致發色基團變化所致。因此在調色前必須把紙漿洗凈,洗后殘氯應控制在0·01 g/L以下。洗凈度最好控制在500 mg/L以下。隨著漂白用氯量的增加,漂后殘氯也相應增加,但是在加入染料之前,一定要想辦法把殘氯含量降到最低。為了縮短漂后洗滌時間,可以先加硫代硫酸鈉脫氯,然后再進行洗滌。
2·4 pH值對增白效果的影響
調色時漿料的pH值是由添加硫酸鋁來調節的,適量的硫酸鋁能起到媒染劑作用,過多的硫酸鋁則會使色相變淡,耐光性減弱,也會使堿性染料沉淀而降低著色力。表4是我們在不同pH值下,加入等量染料測得的白度值。
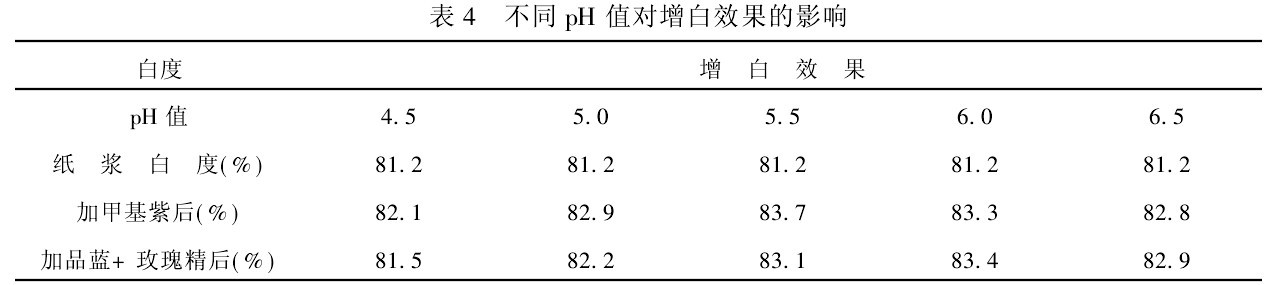
從表4可看出,染料不同,pH值的影響也不同。甲基紫pH值在5·5時白度最高,一般控制在4·5~6·5之間。對于品藍+玫瑰精混合色,由于pH值對品藍影響較大,通常pH值控制在5·0~6·5之間。從中不難看出,采用堿性染料調色時,pH值應控制在酸性范圍,否則會生成色斑。另外在配置染料液時,pH值也不能過高,如果偏堿性,會產生一種絮凝狀的沉淀物,并且溶解用水硬度也不能太大,否則也會形成沉淀。所以最好用蒸餾水或酸化過的軟水溶解。在加入染料和硫酸鋁的先后順序上,有兩種方案可以采納,第一種是在施膠、加填之后,抄紙之前加入染料,如在紙廠成漿池加入;第二種是在漂洗后,加完增白劑加染料,然后再施膠、加填。兩者相比,后者在硫酸鋁之前加入染料,染料可以有足夠多的時間進行混合,效果會更好。不管采用那種加入方式,原有的造紙工藝流程不用改變,所以該調色法操作簡單、可行。
結 論
3·1 使用品藍+玫瑰精混合染料和單獨使用甲基紫均能提高紙張白度2%~3%,相比而言,單獨使用比混合使用工藝簡單、操作方便。
3·2 為了提高增白效果,調色前紙張白度最好大于75%,小于70%效果不明顯,殘氯要控制在0·01 g/L以下,pH值控制在5~6·5之間。
3·3 采用調色技術提高紙張白度與加大漂率提高白度相比,成本低(每噸紙5元左右),得率高、色調柔和,且不易返黃。